Operating from our 300,000 square foot facility located in Orrville, OH, Orrvilon is a turnkey provider of aluminum systems, structures, and components (SSC). From aerospace, automotive, heavy industrial equipment to building and construction, we serve a wide range of industries. Our modern facility is designed to allow a variety of manufacturing processes to be performed simultaneously. The plant provides a vertically integrated facility that can produce virtually any component that uses aluminum.
Orrvilon Machines
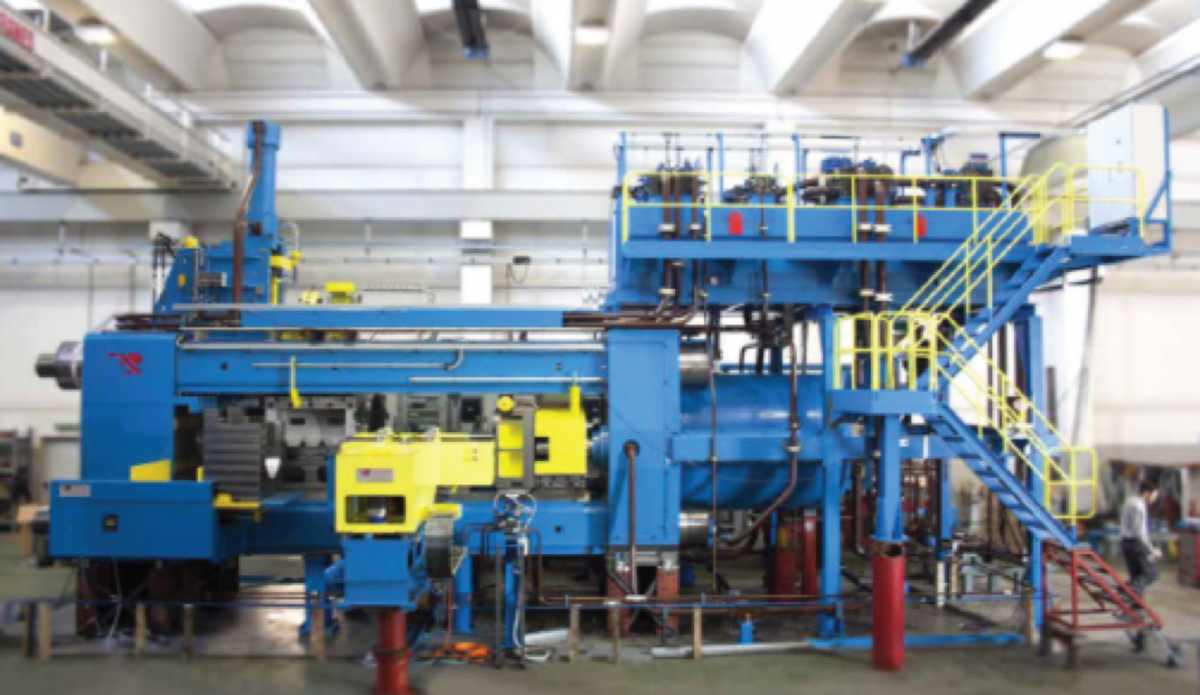



Extrusion Presses
7200T extrusion press
- This extrusion press increases production by allowing for use of larger billets.
- Typical billet size is 12” (31 cm) diameter by 34” (86 cm) long with a weight of 360 lb (792 kg).
- A 600MT Automatic Stretcher installed concurrently with the new extrusion press.
Other Extrusion Presses
- 3300T Sutton serves as the primary extrusion press with a 3000T Wean extrusion press as installed backup.
- Sintered billets are ready for extrusion into panels.
- Specially developed and patented extrusion die designs allow for a high level of extrusion directional stability and wear resistance to the abrasive nature of the boron carbide reinforcement.
- Parameters have been optimized for the extrusion of Metamic HT and are continuously monitored throughout the extrusion process.
- Currently a 3300T Sutton serves as the primary extrusion press with a 3000T Wean extrusion press as installed backup.
Production Capability for Exotic Aluminum Alloys such as 2219
- Orrvilon possess a large Despatch bottom drop solution heat treatment furnace, capable of quenching 2500 lbs (5500 kg) of extrusions as long as 20’ (6.1m) from 1200 °F (650 °C) to 100 °F (37 °C) in 5 seconds.
- Use of the current 300MT automatic stretcher allows for the manufacturing of large cross-sectional extrusion of high strength aluminum alloys such as 2219.
- The production of large 2219 extrusion parts supports the vertical integration of dry fuel storage canister manufacturing.

Sintering Vacuums
Vacuum sintering of green billets is conducted in one of three batch furnaces. Temperature and vacuum levels are monitored and recorded throughout the sintering process. The sintering process removes any water content from the billet and forms initial bonds between the powdered constituents.

Microarc Oxidation Coating Line
MAO process coating of Metamic HT and 2219 material: All coating will be conducted at Orrvilon, removing the need of outside anodizing suppliers; Provides a dark uniform finish of high emissivity.

ASEA Isostatic Press
The isostatic press is used to compact molded aluminum powder and boron carbide billets to a uniform green density. The large work chamber is 24” (61 cm) in diameter and 92” (234 cm) deep, providing more then sufficient room for large 600 pound (1320 kg) billets. After pressing the billets exhibit a uniform density very near full theoretical and are strong enough to handle without concern of damage.

Metamic HT Macro-Dispersoid Granule Machine 7200
Produces Metamic HT MD granules

Water Jet Cutting of Metamic HT Panels
2 WardJet water jet cutting machines are used for machining of extruded panels. The larger of the working tables (16’ by 30’) (4.8m x 9.1m) allows for multiple pieces to be cut at a single loading. Water jet cutting provides for quick and accurate cutting of Metamic HT. The overall process of cutting has been optimized to increase production efficiency.

Thermal Flatting and Dimensional Cutting
The rolled panels of Metamic are thermal flattened to remove any rolling distortion. Sheering removes any panel edge tearing that occurs during the rolling process. Sheering is used to meet final length and width requirements.

Standard MPC Basket line
New 1 and 2 weld system

Friction Stir Welding
All Metamic HT welding is performed using friction stir welding (FSW). FSW technology creates strong, defect free, and uniform welds which hold the basket assembly together. As in other manufacturing processes, the FSW tool and parameters have been optimized for use on Metamic HT. Within the weld, distribution of boron carbide is unaffected, and weld strength is 90% that of Metamic HT. Orrvilon is equipped to perform FSW in both horizontal and vertical orientation.

Hot Rolling
Bloom-stock is then hot rolled to meet any gauge requirements. Crossing rolling on a Bliss 2 HI mill for width dimension. Rolling on a Bliss 4 HI mill for longitudinal dimension. Sight tearing occurs at edge of material in rolling process, removed by the shearing process
You must be logged in to post a comment.